




















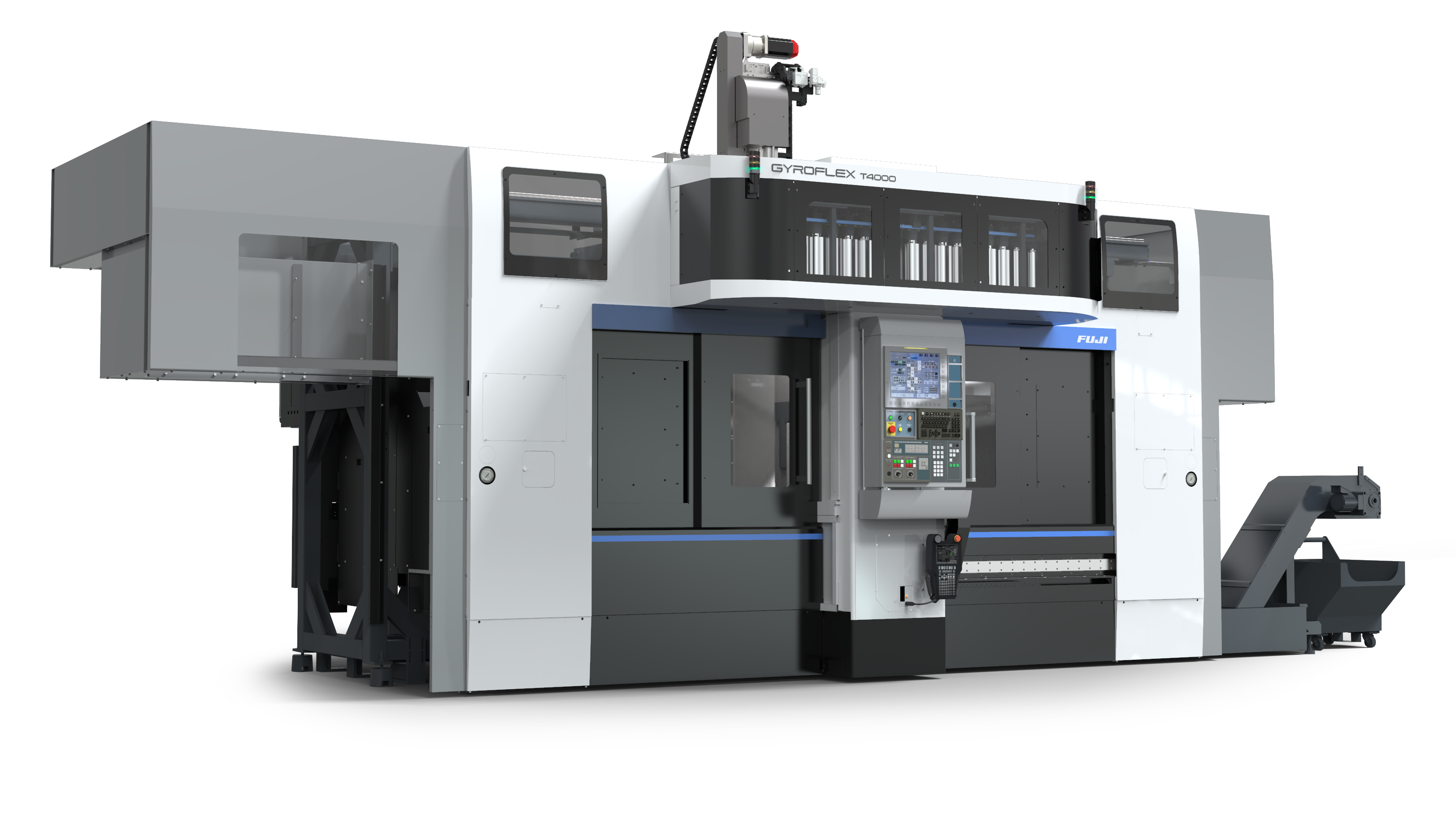
FUJI GYROFLEX
Automatizovaný víceúčelový stroj ke zvýšení efektivity
a flexibility zpracování dílů.

Nový 60ti tunový model Dyna-Press 60/20 Stroj s lisovací silou 60 tun poskytuje dva metry pracovní délky a pětiosý zadní dorazový systém, který umožňuje…

Italská firma Rema Control díky svým rozsáhlým zkušenostem v oboru nabízí širokou a komplexní kompletní řadu pětiosých obráběcích center. Dostupnost různých…

Během veletrhu EuroBLECH 2022 poskytla firma LVD svým návštěvníkům příležitost, aby se na vlastní oči přesvědčili o řešeních pro zpracování plechu a zjistili,…

25. – 29.října 2022 Hala 12 - stánek F104 LVD NA VELETRHU EUROBLECH OŽIVUJE INTELIGENTNÍ TOVÁRNU Společnost LVD klade důraz na chytrou výrobu a na veletrhu…

